


單段錘式破碎機維修要注意哪些方麵
單段錘式(shì)破碎機維修要注(zhù)意哪(nǎ)些方麵
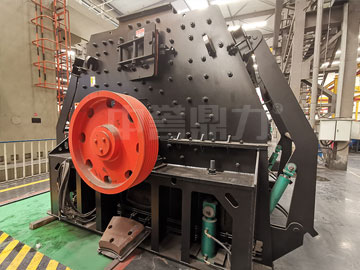
單段錘式破碎機是石料生產線(xiàn)常見的破碎設備,工作強度大,在經過時(shí)間運轉之後會出現一係列故障(zhàng),如果不能及時排查原因並維(wéi)修,不僅(jǐn)會影響設備使用壽命,還會嚴重影響生產效率(lǜ)。詳細解答
詳細解答
單段錘式破碎機維修設備之前先要製訂維(wéi)修(xiū)計劃,包括日常(cháng)維護檢查(chá),小修、中修和大修,如小修,主要(yào)內容包括檢查(chá)並修複機器調(diào)整裝置,高速排料口間隙,對磨損的襯板調頭(tóu)更換。檢(jiǎn)修傳動部分、潤滑係統(tǒng)及更換潤(rùn)滑油等。建議機器的(de)維修時間為:小修的周期為1-3個月左右;中修,1-2年(nián)左右(yòu);大修一般5年左右。具體維(wéi)修內容包括(kuò)以下(xià)幾個方麵(miàn):
1.加厚轉子兩側轉盤,選擇材料
無論設備產能力大小和轉(zhuǎn)子轉盤(pán)數量(liàng)多(duō)少,一般情況下轉(zhuǎn)盤中轉子兩側的轉盤磨損嚴重,也是破碎機維修的。采用兩(liǎng)側轉盤加厚的方法可以適當提高性,而且還可以防止維修補(bǔ)焊時發生變形。將(jiāng)原轉盤厚度12mm改換成20mm,將材質是16Mn的鋼(gāng)板改成了65Mn鋼板,性能有顯著的提高。

2.偏心軸的維修方法
根據磨損情況,可(kě)采取(qǔ)車床車削(xuē)加工和刮研修理,修理(lǐ)後軸頸(jǐng)略小於原配(pèi)合尺寸,此時應配製新的滑動軸(zhóu)承。情況下,在強度許可前提下(如嚴重損傷的軸頸)可采取原(yuán)軸頸車削後嵌套,恢複原配合尺寸,套厚度在56mm;條件允許(xǔ)時,可采用振(zhèn)動(dòng)焊、金屬噴鍍法進行(háng)修理,恢複原(yuán)配(pèi)合尺寸(cùn)。
3.破碎機腔的維修
檢查破碎腔的積料是否過多、皮帶(dài)鬆緊的程度,或者顎式破碎機偏心軸裝置的緊定襯套出現鬆動,偏心(xīn)軸卡死在機器內,如有這種現象,應立即(jí)檢查維修,不可(kě)啟動機器。
3.螺栓孔和通孔磨損修理
因(yīn)為設備工作時振動很大時,工作(zuò)時微動磨(mó)損,將螺絲滑扣(kòu),螺孔磨大(dà),通孔(kǒng)磨損,如地腳螺栓(shuān)孔,軸承螺孔,彈簧拉杆的機架支承(chéng)孔等。這些孔洞磨(mó)損後,除焊修外,螺(luó)栓通孔可加焊墊(diàn)板或加大螺紋直徑更換螺栓。

4.補焊維(wéi)修處理方法
對轉子兩端轉盤磨損嚴重的(de)問(wèn)題,可采用補焊和塗層處理等方法進行維修,從(cóng)而提高反擊式破碎機的使用壽命。具體步驟如下:先(xiān)對轉盤磨損缺失部分用(yòng)鐵(tiě)鉻硼焊條(tiáo)進行補焊,使轉盤磨損部分盡可(kě)能恢複原形狀,然(rán)後(hòu)再(zài)用(yòng)碳化鎢(wū)焊條對補焊(hàn)部分進行塗層處(chù)理。碳化(huà)鎢焊條性能較(jiào)好,但是價格比較昂貴,考慮到成本所以采用了先補焊後塗層的(de)維修工藝。
5.潤滑係統及更(gèng)換(huàn)潤滑油等。
建議機(jī)器的維修時間為:小修的周期為1-3個月左右;中修,1-2年左(zuǒ)右;大修一般(bān)5年左右。具體維(wéi)修內容包括以下幾個方麵:應加(jiā)重對潤滑係統的檢修,檢(jiǎn)看圓(yuán)錐式破碎機潤滑係統(tǒng)的油溫是否正常、油內中是否含有雜質,如有此狀況,應采用冷卻器進行油溫、雜質過多時直接更換潤(rùn)滑油(若雜質過少的情況下,可以將潤滑(huá)油部倒出,進行沉澱40個小時以上,方可使用)。